 Fraunhofer Institute for Industrial Mathematics ITWM
Fraunhofer Institute for Industrial Mathematics ITWMGlass fibers are a central component of modern materials technology, for example in glass wool. They are widely used in sectors such as the construction industry in insulating materials, automotive manufacturing and in the production of consumer goods. The precise and efficient production of these fibers is crucial to ensure the performance of the end products while keeping production costs low. At the Fraunhofer ITWM, we develop innovative simulation and optimization methods that make it possible to precisely analyze the spinning process of glass fiber production, make it more efficient and sustainably improve product quality.

Spinnprozess bei der Herstellung von Glaswolle
© iStockphoto / Fraunhofer ITWM
Simulation and Optimization of Optical Fibers – New Software Solutions at Fraunhofer ITWM
Efficient Glass Wool Production Through Simulation: Precise Mapping, Increased Quality and Conservation of Resources
A key aspect in the production of the fibers is to ensure a uniform diameter and a specific length. This is essential for optimum product quality.
The production of glass fibers poses numerous challenges for companies, especially when it comes to:
- precisely controlling material properties during the manufacturing process
- optimize energy efficiency
- reduce production waste
- continuously improving product quality while simultaneously reducing production costs
At Fraunhofer ITWM, we develop innovative simulation technologies and optimization methods that help companies overcome these challenges, improve their processes and strengthen their competitiveness in a dynamic market.
Precise Simulation of the Glass Melt and Air Flow
Our innovative overall model is based on the commercial simulation software ANSYS Fluent to precisely capture the dynamics of the molten glass in a rotating disk and the surrounding air flow. In addition, we use the simulation software VISPI developed at Fraunhofer ITWM to simulate the dynamics of the glass fibers extruded from the nozzles of the disk. Both software solutions work together in an iterative process to achieve a convergent equilibrium solution that ensures high accuracy and reliability of the simulation results.
We particularly focus on accurately modeling the heat and momentum transfer between the disk and the airflow. To make the complexity of the system manageable and to increase accuracy, we usually calculate a periodic section of the disk. In this way, we record the filling level in the disk and precisely analyze the flow through the nozzles with their different mass flows and temperatures.
Interaction With Established Software VISPI
We use the boundary conditions determined in ANSYS Fluent to simulate the fiber dynamics outside the disk in VISPI. We take into account the interactions between the numerous fibers and the flow through an iterative coupling of the two simulation environments. This coupling is done with the help of User Defined Functions (UDFs) in ANSYS Fluent and an alternating calculation process that exchanges the necessary source information. After about 10 coupling iterations, we usually achieve a stationary solution. This coupled model not only gives us a deep insight into the production process, but also allows us to make precise adjustments to significantly increase efficiency and quality.
The simulation makes it possible to precisely determine the final diameters of the fibres in each nozzle and optimize them to achieve an even distribution. By adjusting the speed and temperature, we can also counteract abrasion and thus ensure process stability. In addition, the analyzed air turbulence and tension in the fibres provide valuable information that helps us to predict the possible fibre lengths – a decisive factor for the quality of the end product.
Simulation and Optimization of Optical Fibers
Privacy warning
With the click on the play button an external video from www.youtube.com is loaded and started. Your data is possible transferred and stored to third party. Do not start the video if you disagree. Find more about the youtube privacy statement under the following link: https://policies.google.com/privacySimulation of the glass wool production process
In this video we show the simulation results of a glass disc that is used in the production of glass wool. At the beginning, the entire machine is shown, in which the air temperature and the glass fibers are brought into equilibrium. We then focus on a section of the pane in which the different paths of the glass fibers are clearly visible. Finally, we fade out the pane to show the filling level of the melt. This also reaches equilibrium and is marked by a vertical white line. The air temperature inside the pane has a similar profile to that inside the pane, although the temperature above the pane is slightly higher.
Industrial Application: Software for Glass Fiber Production at Wolz GmbH
Wolz GmbH uses specific process parameters and a precisely configured spinning device for the production of glass fibers. The speed of the disk is set to 2200 rpm. The glass melt is fed into the disk at a speed of 575 kg per hour and a temperature of 1065 °C.
To maintain the fiber temperature outside the wheel, burners are used that convey a mass flow of 1565 kg per hour at a temperature of 1440 °C. The spinning disk has 770 holes per row and a total of 35 rows. The hole diameters vary: Rows 1-6 and 33-35 have holes with a diameter of 0.74 mm. Rows 7-24 have a hole diameter of 0.69 mm. Rows 25 to 32 have holes with a diameter of 0.63 mm.
Simulation of the Production Process in Practice
We have simulated the glass fiber production process of the company Wolz GmbH with a simplified model assumption in which we have assumed rotational symmetry in order to perform the simulation efficiently in two dimensions.
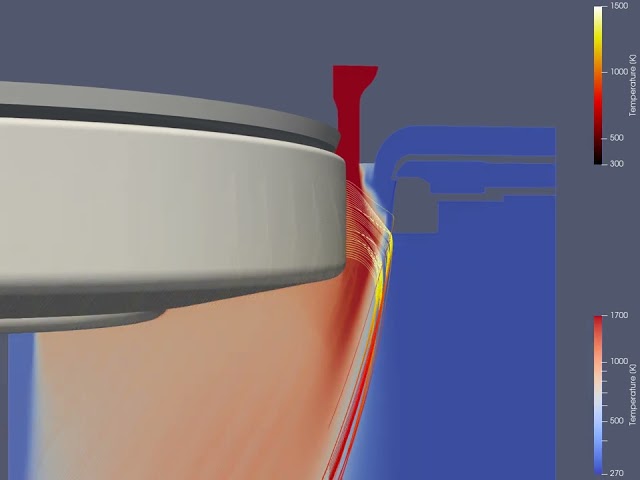
Here we present the results of this simulation: Figure 1 shows the temperature distribution influenced by air flows and filaments. Hot air with a temperature of 1440 °C flows in from above and heating both the disk and the exiting fibers. As soon as the air touches the fibers, it cools slightly and is deflected radially. Further away from the disc, a fast, cold flow creates a strong expansion of the fibers and effectively cools them. The air flow pushes the fibers downwards and Coriolis forces cause the fibers to deflect laterally.

Figure 1: Fiber curves outside the disc
Two-Phase Flow in the Disk
In Figure 2, the disk geometry is hidden to make the two-phase flow within the disk visible. A white vertical line indicates the filling level of the glass melt. In the equilibrium state, the temperatures of the air and the melt are equalized, whereby the air temperature above the pane is slightly higher.
Figure 3 shows the temperature curves of the fibers. Directly at the nozzles, the upper fibers are warmer, as the burner air flows in from above and heats the upper part of the disc more intensively. Shortly after leaving the nozzles, all fibers experience additional heating to ensure optimum stretching of the fibers. In the course of production, the fibers gradually cool down and solidify.

Figure 2: Level equilibrium of the disk of the two-phase flow.

Figure 3: Temperature profile of various fibers

Figure 4: Fiber speeds for different hole positions
The different temperatures lead to different viscosities of the material, which in turn results in different mass flows at the nozzles. To counteract these different flow velocities of the fibers, different nozzle hole diameters are drilled. Figure 4 shows how the initial and final velocities of the fibers change as a result of this adjustment.
Optimization of the Holes for Uniform Fibres
Finally, Figure 5 shows the final diameters of the fibers. The influence of the varying mass flows on the final diameter is particularly evident in the first seven nozzles. While the initial diameters are the same, the final diameters differ. This precise assignment of the final diameters to the starting nozzles enables us to redesign the hole bores in order to produce fibers with a uniform diameter in the end.

Figure 5: The final diameters of the fibers depend on the hole position
Further Information:
- M.Wieland, W. Arne, R. Feßler, N.Marheineke, R.Wegener. An efficient numerical framework for fiber spinning scenarios with evaporation effects in airflows. In: Journal of Computational Physics, 384: 326-348, 2019
- M.Wieland, W. Arne, N.Marheineke, R.Wegener. Modeling and simulation of curved fibers in dry spinning scenarios. In: Results in Applied Mathematics, 3, 2019.
- M.Wieland, W. Arne, N.Marheineke, R.Wegener. Modeling and simulation of curved fibers in dry spinning scenarios. In: Results in Applied Mathematics, 3, 2019.
- W.Arne, N.Marheineke, A.Meister, S.Schießl, R.Wegener. Finite Volume Approach for the Instationary Cosserat Rod Model Describing the Spinning of Viscous Jets. Journal of Computational Physics, 294:20-37, 2015.
- N.Marheineke, J.Liljo, J.Mohring, J.Schnebele, R.Wegener. Multiphysics and Multimethods Problem of Rotational Glass Fiber Melt-Spinning. International Journal of Numerical Analysis and Modeling, Series B, 3(3):330-344, 2012.
- N.Marheineke, R.Wegener. Modeling and Application of a Stochastic Drag for Fibers in Turbulent Flows. International Journal of Multiphase Flow,37(2):136-148, 2011.
- W.Arne, N.Marheineke, J.Schnebele, R.Wegener. Fluid-fiber-interaction in Rotational Spinning Process of Glass Wool Production. Journal of Mathematics in Industry, 1:2, 2011.